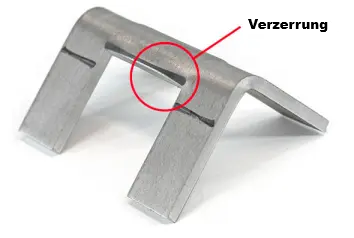
Spitz zulaufende Biegungen und Ausschnitte nahe der Biegezone
Jedes von uns gebogene Material hat eine Mindestschenkellänge. Verjüngen sich der Schenkel unter diese Mindestlänge, ist der Kontakt zum Werkzeug nicht ausreichend, um Kraft auf das Material auszuüben und den verjüngten Bereich zu formen. Dies führt zu einer Verformung des Schenkels.
Bei dickeren und festeren Materialien wie Edelstahl kann ein asymmetrischer Schenkel zudem dazu führen, dass das Teil während des Biegevorgangs „zieht“, da die Biegung ungleichmäßig abgestützt ist. Dies führt zu Teilen außerhalb der Toleranz und kann ein Sicherheitsrisiko für Abkantpressenbediener darstellen.
Um unerwünschte Ereignisse zu vermeiden, können Sie:
Biegung im kritischen Bereich entfernen
Biegeschenkel im kritischen Bereich auf die Mindestschenkellänge erhöhen
Biegung mit Entlastungsschnitt versehen, damit sich der kritische Bereich nicht verbiegen kann
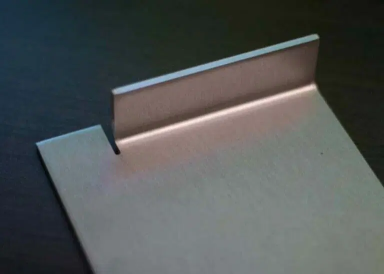
Um Verformungen in Bereichen zu vermeiden, die sich nicht biegen lassen, können Sie Entlastungsschnitte hinzufügen, wie im folgenden Beispiel gezeigt. Weitere Informationen finden Sie in unsere Anleitung Entlastungsschnitte
Ungestützte Biegung
Wenn ein Biegeschenkel über die gesamte Biegelänge nicht ausreichend Material enthält, um die Mindestanforderungen an einen flachen Biegeschenkel zu erfüllen, können wir ihn nicht innerhalb der festgelegten Toleranzen formen. Das Biegen des Teils gemäß der Konstruktion würde zu erheblichen Verformungen führen, wie hier zu sehen.
Bis 5 mm Werkstoffstärke
Entlastungschnitttiefe = Werkstoffstärke + Biegeradius + 0.5 mm (für etwas Freiraum)
Ab 5 mm Werkstoffstärke
Etwa 50 % der Biegungslänge müssen der Mindestlänge des flachen Biegeschenkel entsprechen, damit das Material erfolgreich geformt werden kann. Wenn Sie bei stärken über 5 mm eine Fehlermeldung wegen nicht unterstützter Biegung erhalten, verlängern Sie bitte die Länge Ihres Biegeschenkel über die Biegung.
Überlegungen zur Stanzlinie
Was ist eine Stanzlinie? Stanzlinien entsprechen der gesamten Breite des Werkzeugs, mit dem wir Teile formen. Beim Biegen eines Teils entstehen dort, wo die Matrize das Teil berührt, Markierungen. Diese Berührungspunkte werden als Stanzlinien bezeichnet.
Das Problem: Auschnitteverzerrung Der effektive Biegeradius unserer Materialien liegt zwischen 0,5 und 6 mm. Die von uns verwendeten Matrizen haben jedoch einen Radius von mindestens 12 bis 40 mm entlang der Biegelinie. Da wir keinen Schutz entlang der Matrizenlinien bieten können, können sich Löcher, Kanten und andere Ausschnitte beim Biegen verformen.
Beispielsweise wird ein aus 2.5mm starkem Weichstahl geschnittenes Teil mit einer 16 mm starken Matrize gebogen. Das bedeutet, dass alle Schnitte, die maximal 8 mm von der Biegelinie (Biegemitte) entfernt sind, beim Umformen verformt werden.
Große Ausschnitte und andere Merkmale in der Matrizenlinie können beim Biegen zu ungleichmäßigem Druck führen. Dies kann dazu führen, dass sich die Biegelinie verschiebt und nicht rechtwinklig verläuft.
Wenn Sie Ihr Teil bei uns bestellen, zeigen wir Ihnen beim Konfigurieren Ihrer Biegewinkel den Warnbereich zur Merkmalsverzerrung an. Das Loch im gelben Bereich dieses Screenshots wird verzerrt.
Sie können die Matrizenbreite an Ihrer Abwicklung messen, bevor Sie Ihre Datei hochladen. Die Matrizenbreite für Ihr Werkstoff finden Sie in unserer Werkstoffseite. Die Mitte Ihrer Matrize liegt auf der Biegelinie, wie in diesem Beispiel gezeigt.
2.5 mm Stahl Matrizenbreite: 16 mm
Die Lösung Wenn Merkmale innerhalb der Stanzlinie unserer Werkzeuge liegen, sollten Sie diese entfernen oder ihre Position anpassen. Sehen Sie sich die jeweilige Werkstoffseite an, um zu erfahren, welche Matrize wir für Ihr gewünschtes Werkstoff verwenden. Stellen Sie sicher, dass Ihre Schnittmerkmale mindestens die halbe Matrizenbreite von der Biegelinie entfernt sind.
Stellen Sie sicher, dass alle Löcher und Ausschnitte Ihres Designs außerhalb der Matrizenbreite liegen. In den folgenden Beispielen liegen die Löcher auf der einen Seite der Biegung im Verformungsbereich, die andere Seite hingegen nicht.
Entlastungsschnitte werden auch als Freistiche bezeichnet.Biegeentlastung = Biegungfreistich, Eckentlastung= Eckfreistich.
Die Verwendung von Entlastungsschnitte in Ihrer Konstruktion eröffnet neue Geometrieoptionen und ermöglicht engere Toleranzen für Ihre Biegeteile. Dank unserer langjährigen Erfahrung in der Konstruktion, Bearbeitung und Biegung von Teilen mit Biegefreischnitten haben wir diesen umfassenden Leitfaden zur Konstruktion von Biegefreischnitten zusammengestellt, der Ihnen hilft, Ihre Teile noch erfolgreicher zu gestalten.
Was sind Entlastungsschnitte?
Die Biegeentlastung ist eines der kleinen Details an gebogenen Teilen, das leicht übersehen wird. Bei Teilen, wo sie erforderlich ist, kann das Weglassen im besten Fall zu unerwünschten Verformungen oder Risse führen oder im schlimmsten Fall die Herstellung Ihres Teils (zumindest in der gezeichneten Form) nahezu unmöglich machen. Was ist also eine Biegeentlastung?
Bei der Biegeentlastung handelt es sich um das Entfernen eines kleinen Materialbereichs am Rand einer Biegung, wo der gekrümmte Teil der Biegung auf das flache umgebende Material trifft. Sie führen einen kontrollierten Schnitt aus, um das gebogene Material vom angrenzenden flachen Material zu trennen und Platz für die Verformung des gebogenen Materials zu schaffen.
Biegeentlastung vs. Eckentlastung
Für die Beschreibung einer Biegeentlastung werden unterschiedliche Begriffe verwendet. Typischerweise wird eine einzelne Biegung mit flachem Material an einem oder beiden Enden als Biegeentlastung bezeichnet. Treffen zwei (manchmal auch drei) Biegungen in einer Ecke aufeinander, wie beispielsweise bei einer Schale oder Schachtel, spricht man oft von einer Eckenentlastung. In beiden Fällen ist die Idee dieselbe: Es wird genügend Material von der Kante der Biegung entfernt, damit die Biegung geformt werden kann.
Wann und warum benötigen gebogene Ecken eine Biegeentlastung?
Manche Biegungen erfordern eine Entlastung. Ignorieren kann negative Folgen für Ihr Bauteil haben. Beim Biegen von Werkstoff wird ein Teil gedehnt (an der Außenseite der Biegung) und ein anderer Teil gestaucht (an der Innenseite der Biegung). Das gestauchte Werkstoff wird nicht nur kleiner, sondern muss auch irgendwo hin. Dieses „Irgendwo“ befindet sich typischerweise an den Seiten der Biegung.
Bei manchen Teilen verursacht das bisschen herausgequetschtes zusätzliches Material keine Probleme. Aber wenn Ihr Teil eine Biegung neben einer flachen Stelle (oder sogar einer anderen Biegung) hat, ist für diese Quetschung kein Platz. Eine Abkantpresse kann ziemlich überzeugend sein, sodass die Quetschung irgendwo hingeht. Wenn Sie keinen Platz dafür vorgesehen haben, wird sie sich ihren eigenen Platz suchen. Dies kann zu unerwünschten Verformungen oder Rissen im Teil führen und Sie erhalten eine Form, die vom ursprünglichen Entwurf abweicht. Wenn Ihre Biegung in der Mitte des Teils enden und sich nicht über die gesamte Breite erstrecken soll, trennt die Biegeentlastung das Material und ermöglicht die Biegung auf einer Seite, während die andere Seite flach bleibt.
Betrachten wir ein Beispiel, bei dem zwei Biegungen an einer Ecke zusammentreffen. Wenn die Ecke aus ästhetischen Gründen geschlossen oder verschweißt werden muss, sollte der Spalt relativ klein sein. Eine kleine Aussparung in der Ecke ermöglicht ein dichtes Zusammentreffen der Biegungskanten.
Nicht alle Biegungen erfordern eine Entlastung. Beispielsweise eine Biegung über die gesamte Breite eines Teils. An den Kanten der Biegung befindet sich kein flaches Werkstoff. Beachten Sie jedoch, dass die Kanten nach einer Biegung nicht mehr perfekt flach sind, sondern innen eine leichte Wölbung aufweisen. Wenn Ihr Teil flache Kanten benötigt, sollten Sie dieses Werkstoff nach dem Biegen wahrscheinlich abfeilen oder abschleifen.
So ermitteln Sie die richtige Größe Ihrer Biegeentlastung
Wir haben nun besprochen, was eine Biegeentlastung ist und warum sie benötigt wird. Doch woher wissen Sie, wie viel Material Sie entfernen müssen? Im Grunde genommen geht es darum, das Werkstoff an der Kante der Biegung zu entfernen. Wir bieten Ihnen eine einfache Berechnung, mit der Sie die sichere Mindestgröße für Ihre Biegeentlastung bestimmen können.
Breite: die Breite Ihre Entlastung sollte mindestens der halben Werkstoffstärke entsprechen.
Entlastungsbreite = Werkstoffstärke / 2
Tiefe: die Tiefe Ihre Entlastung sollte mindestens der Werkstoffstärke + Biegeradius + 0,5 mm entsprechen, gemessen von der Biegelinie. Diese zusätzlichen 0,5 mm bieten etwas mehr Spielraum.
Entlastungstiefe = Werkstoffstärke + Biegeradius + 0,5 mm
Mathe ist nicht so dein Ding? Kein Problem, wir haben das Richtige für dich. Die von uns empfohlene Entlastungtiefe (und viele weitere nützliche Informationen) für alle von uns angebotenen Werkstoffe und Stärken findest du auf der Werkstoffseite. Nutze diese Informationen für dein Design, dann sollte dein Relief problemlos funktionieren.
Beim Umgang mit Biegungen, die an einer Ecke zusammentreffen, empfehlen wir außerdem, den Abstand zwischen den Schenkel auf mindestens 0,4 mm zu beschränken.
Hinweis: Der Biegeradius hängt vom verwendeten Biegewerkzeug ab. PCamSheetMetal verwendet Freibiegen und gibt daher die effektiven Biegeradien für alle von uns angebotenen Werkstoffe an, die mit unseren speziellen Werkzeugen gebogen werden. Wenn Sie selbst biegen, können Sie Ihren effektiven Biegeradius durch eine Probebiegung ermitteln.
Wenn die Zahlen nicht schlüssig sind oder Sie nicht wissen, wo Sie messen sollen, beachten Sie bitte, dass eine ausreichend dimensionierte Aussparung mindestens so tief ist wie der Beginn der Biegung.
Gängige Formen für Entlastungsschnitte
Bevor Sie Ihre Biegeentlastung in Ihr Design integrieren, müssen Sie abschließend die Form festlegen. Verschiedene Formen haben Vor- und Nachteile, aber einer der wichtigsten Faktoren bei der Wahl der Form ist die Ästhetik. Gängige Formen sind quadratisch, rechteckig, länglich und rund.
Rechteckig – Rechtwinklige Innenecken werden bei Teilen, die Lasten tragen müssen, normalerweise vermieden, da sie Spannungskonzentrationsbereiche erzeugen können, in denen gerne Risse entstehen.
Langloch – Langlochformen sind im Grunde Schlitze mit abgerundeten Enden. Langlochformen sind weit verbreitet und eignen sich gut, wenn Sie Lücken minimieren möchten. Beispielsweise eine Ecke zwischen zwei Biegungen, die Sie nach dem Biegen verschließen möchten. Eine Langlochvertiefung kann den Spalt minimieren und das Schweißen oder Nahtversiegeln erleichtern.
Rund – Rundungen sind einfach kreisförmige Ausschnitte. Sie sind bei handgefertigten Teilen üblich, da sie leicht mit einem Bohrer hergestellt werden können. Runde Reliefs hinterlassen tendenziell etwas größere Lücken als einige der anderen hier erwähnten Stile.
Individuelle Formen – Ein großer Vorteil des Laserschneidens ist, dass sich individuelle Formen genauso einfach schneiden lassen wie einfache Formen. Wenn Ihr Projekt zusätzliche Details erfordert, können Sie dies zu Ihrem Vorteil nutzen und bei der Form Ihrer Biegeentlastung kreativ werden.
Riss – In manchen Softwarepaketen ist Riss als Formoption verfügbar. Die Auswahl von Riss weist die Software an, einen Schnitt mit der Breite Null zu erstellen, um das Material dort zu trennen, wo das Relief sein soll. Da Schneidwerkzeuge mit Null-Schnittfuge noch nicht erfunden wurden (selbst Laser haben eine kleine Schnittfuge), sollten Sie diese Form vermeiden, wenn Sie saubere Teile wünschen.
Eck-Entlastungsschnitte
Innenkonturen in der Nähe von Biegungen
Kann der Mindestlochabstand konstruktionsbedingt zur Biegung nicht eingehalten werden, können Entlastungsschnitte gesetzt werden. Diese verhindern, dass sich Bohrungen oder Aussparungen nahe der Biegezone verziehen. Bei der Konstruktion von Entlastungsschnitten sind folgende Punkte zu beachten.
Es muss sich noch genügend Material in der Biegezone befinden, sodass die Stabilität des Bauteils sichergestellt ist.
Scharfkantige Aussparungen, wie beispielsweise Rechtecke, sind oft ein Auslöser von Rissen, da das Material in den Ecken geschwächt wird.
Die ideale Form für das Freischneiden der Biegezone ist eine rechteckige Aussparung mit runden Ecken.
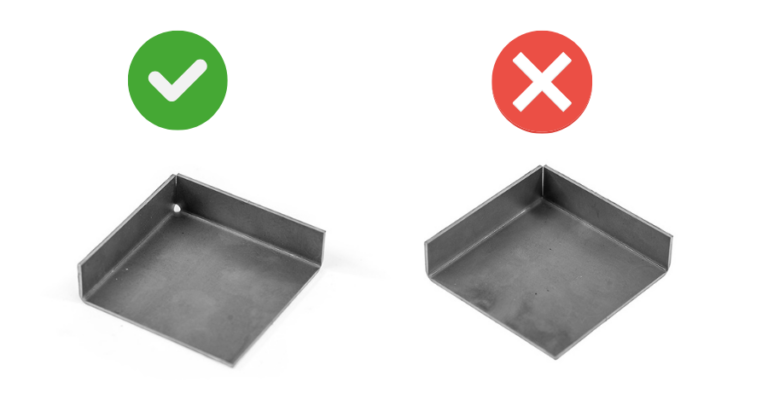
Teile, die Biegeentlastungen benötigen und Teile, die keine Biegeentlastungen benötigen
Die Verwendung eines CAD-Tools zur Visualisierung Ihres Biegeteils kann hilfreich sein. Wenn Sie sich jedoch immer noch nicht sicher sind, ob Ihre Biegung eine Aussparung benötigt, finden Sie unten einige Beispiele für Biegungen mit und ohne Aussparung. Jede Biegung hat zwei Kanten, und manche Biegungen benötigen zwei, eine oder keine Aussparung. Beachten Sie im Beispiel unten, dass an beiden Enden jedes Biegeliniensatzes Material entfernt wurde.
Biegung #1 und #6 sind sehr ähnlich. Der Unterschied besteht darin, dass bei Biegung Nr. 1 die rechte Seite der Biegung kurz vor der Kante des Bauteils endet. Da die Biegung vor der Kante endet, ist eine Freistellung erforderlich. Müsste die Biegung nicht vor Erreichen der Kante gestoppt werden, wäre auf dieser Seite keine Freistellung erforderlich. Auf der linken Seite erstreckt sich die Biegung bis zur Kante, und es ist kein zusätzliches Material im Weg. Daher ist keine Freistellung erforderlich.
Biegung #2 erfolgt in der Mitte der Kante mit ungebogenem Material auf beiden Seiten. Dies erfordert eine Freistellung auf beiden Seiten.
Biegung #3 befindet sich an der Kante der Platte, ohne dass sich rechts flaches Material befindet. Auf der rechten Seite ist keine Freistellung erforderlich. Ähnlich wie bei Biegung Nr. 2 ist auf der linken Seite eine Freistellung erforderlich, um Platz im ungebogenen Material zu schaffen.
Biegung #4 wird oft als Fensterbiegung bezeichnet. Wenn Sie eine solche Biegung in Ihrem Bauteil erstellen möchten, benötigen Sie eine Freistellung auf beiden Seiten der Biegung.
Biegung #5 ist nahezu identisch mit Biegung #3. Beide verlaufen mit einer Seite entlang der Plattenkante und mit der anderen in der Mitte. Der wesentliche Unterschied besteht darin, dass Biegung #5 vom ungebogenen Material wegführt. Daher benötigt Biegung #5 keine Entlastung.
Biegung #6 verläuft von einer Plattenkante zur anderen. Da sich direkt an beiden Seiten der Biegung kein ungebogenes Material befindet, ist keine Entlastung erforderlich.
Weitere Informationen zu Best Practices für das Blechbiegen
Abhängig von der Form Ihres Teils und der Position der Biegung benötigen Sie möglicherweise eine Biegeentlastung, um Risse oder Verformungen an den Übergangskanten von der flachen zur gebogenen Form zu vermeiden. Nicht alle Biegungen benötigen eine Entlastung. Falls doch, können Sie die benötigte Größe nachschlagen oder berechnen. Die manuelle Konstruktion von Biegeentlastungen bietet Ihnen mehr Freiheit, ist aber schwieriger zu berechnen. Wenn Sie Software mit integrierten Blechbearbeitungswerkzeugen verwenden, können Sie die Entlastung von dieser Software erstellen lassen.
Möchten Sie mehr über das Biegen erfahren? In unsere Anleitungen haben wir zahlreiche Ressourcen zum Biegen zusammengestellt, die Sie bei Ihren Konstruktionen unterstützen.
Kaum etwas ist so frustrierend, wie viel Mühe in die Konstruktion eines Teils zu stecken, das perfekte Material auszuwählen, die perfekte Verarbeitung zu erzielen und schließlich das Teil zu bestellen, nur um dann festzustellen, dass es mit Biegungen an den Enden, Rissen in der Materialoberfläche oder unbrauchbar verzogenen Flanschen ankommt. Sehen wir uns also an, wie Sie diese häufigen Fehler vermeiden können:
Keine Entlastungsschnitte
In der Blechkonstruktion bezeichnet ein Biegefreischnitt einen kleinen Schnitt oder eine Kerbe am Schnittpunkt zweier Biegelinien. Er soll Materialverformungen, Risse und andere Probleme während des Biegeprozesses verhindern.
Zu wissen, dass ein Biegefreischnitt erforderlich ist, ist ein guter Anfang. Aber wenn er nur als Übergang von flach zu gebogen dient, reicht dann nicht einfach ein Schlitz (sog. Schnittfuge)? Dieser Artikel zur Konstruktion von Entlastungsschnitten geht detailliert darauf ein und erklärt, wie Sie Biegefreischnitte von Anfang an in Ihre Konstruktion integrieren.
Die Beschaffenheit einer guten Biegeentlastung hängt von der Geometrie, Dicke und den Materialeigenschaften Ihres Bauteils ab. Daher gibt es keine universelle Lösung. Ein gutes Verständnis dieses Themas hilft Ihnen jedoch, Folgendes zu vermeiden:
Spannungskonzentration Eine unzureichende Biegeentlastung kann dennoch zu hohen Spannungskonzentrationen führen. Diese lokalen Spannungen können zu geringfügigen Verformungen führen oder Schwachstellen erzeugen, die die strukturelle Integrität des Bauteils beeinträchtigen.
Rissbildung und Materialversagen Auch wenn eine unzureichende Biegeentlastung nicht sofort sichtbare Risse verursacht, ist dieser Bereich, der als „Spannungserhöher“ bezeichnet wird, dennoch anfällig für Mikrorisse oder kleine Risse, die sich mit der Zeit ausbreiten können. Diese allmähliche Verschlechterung kann zu vorzeitigem Versagen führen, insbesondere bei wiederholter Belastung.
Maßungenauigkeiten Teile mit unzureichender Biegeentlastung erreichen möglicherweise nicht die gewünschten Biegewinkel, insbesondere an rechtwinkligen Ecken. Dies führt selbst mit CNC-Biegeanlagen zu inkonsistenten Ergebnissen von Bauteil zu Bauteil und zu potenziellen Montageproblemen.
Keine Berechnung der Blechbiegezugabe
Die Biegezugabe ist im Wesentlichen die Dehnung, die durch den Biegevorgang zur endgültigen Teilelänge hinzugefügt wird.
Wir denken bei Metallen normalerweise nicht darüber nach, wie weit sie gedehnt werden können. Tatsächlich reicht jedoch die ausgeübte Kraft beim Einlegen eines Blechstücks in eine hydraulische Abkantpresse aus, um das Material deutlich zu dehnen.
Obwohl jedes größere CAD-Programm automatisch eine Biegezugabe berechnet, ist es wichtig, die Einzelheiten der Biegung so zu ändern, dass sie dem tatsächlichen Material und der Dicke Ihres Materials UND der Geometrie unserer Biegeausrüstung entsprechen.
Bedeutung der Schenkellängebeim Blechbiegen
Obwohl Sie mit CAD Flansche in nahezu jeder erdenklichen Ausrichtung und Länge herstellen können, gibt es beim Einbringen von Material in die Abkantpresse einige Einschränkungen hinsichtlich der Länge, Breite und des Abstands Ihrer Flansche.
Schenkellänge
Vereinfacht ausgedrückt: Bei unseren CNC-Blechbiegemaschinen benötigt die untere Matrize an zwei Punkten ausreichend Kontakt zum Werkstück, damit die Biegung erfolgreich verläuft und das Werkstück nicht vom Werkzeug rutscht. Da die Matrizen auf Material und Dicke abgestimmt sind, variiert die Länge dieses Abstands von Teil zu Teil. Siehe Mindestschenkellänge
Biegelänge
Die Biegelänge bzw. Breite des Flansches ist abhängig von den Werkstoffeigenschaften.
Biegungen zu nah beieinander
Auswirkungen:
Materialversagen
Herstellungsschwierigkeiten
Konstruktive Überlegungen:
Mindestabstand zwischen Biegungen
Anpassung der Konstruktion an Materialeigenschaften/-dicke
Kollisionen beim Biegen
Es gibt zwei Hauptarten von Kollisionen:
Kollisionen mit der Abkantpresse
Diese treten auf, wenn die Geometrie eines Teils den Biegevorgang an der Abkantpresse beeinträchtigt. Dies kann während der ersten Biegung oder bei nachfolgenden Biegungen passieren und zum Kontakt zwischen dem Teil und dem Werkzeug der Maschine oder anderen Oberflächen führen.
Häufige Ursachen:
Eine falsche Biegereihenfolge führt dazu, dass frühere Biegungen die Werkzeuge bei späteren Biegungen beeinträchtigen. Unsere Experten vermeiden dies, indem sie wissen, wo jedes Teil beginnen muss, und sicherstellen, dass es, sofern es gebogen werden kann, auch richtig gebogen wird.
Teile mit komplexen Geometrien, die mehrere Biegungen aufweisen und die Möglichkeiten und Grenzen der Maschine nicht berücksichtigen.
Selbstkollisionen
Selbstkollisionen treten auf, wenn sich verschiedene Teile des Bauteils während des Biegevorgangs gegenseitig behindern. Dies geschieht häufig bei komplexen Bauteilen mit mehreren Biegungen, bei denen eine Biegung dazu führt, dass ein Teil des Bauteils mit einem anderen kollidiert.
Häufige Ursachen:
Unzureichender Abstand zwischen den Biegungen, was zu Überlappungen oder Kontakten zwischen verschiedenen Bauteilabschnitten führt. Dies wurde im vorherigen Abschnitt ausführlich behandelt.
Berücksichtigen Sie bei der Konstruktion die Biegewerkzeuge.
Wenn Sie in 2D arbeiten, können Sie nach dem Hochladen des Bauteils in unsere App genau sehen, wie die Biegungen in 3D aussehen werden.
Biegereihenfolge: Falsche Biegereihenfolge, die dazu führt, dass Teileabschnitte vorzeitig miteinander in Kontakt kommen.
Geometrieverzerrung
Unter Geometrieverzerrung versteht man Verformungen oder Formänderungen von Blechteilen während des Biegeprozesses. Dies kann das Verziehen großer Ausschnitte, die Dehnung oder Ovalisierung von Löchern, die im nächsten Schritt mit Gewinde versehen werden müssen, oder die Fehlausrichtung von Elementen, die flach oder an einer bestimmten Stelle bleiben sollten, umfassen.
Ursachen für Geometrieverzerrungen
Wenn sich Merkmale wie Löcher, Ausschnitte oder Kanten zu nahe an der Biegelinie (Stanzlinie) befinden, neigen sie beim Biegen eher zu Verformungen. Die Spannungen und Dehnungen in diesen Bereichen können zu unvorhersehbaren Materialverformungen führen.
Flansche mit nicht unterstützten Punkten entlang der Biegelinie (weitere Informationen hierzu finden Sie unter der nächsten Überschrift).
Verschiedene Materialien reagieren unterschiedlich auf Biegung: Weichere Metalle und Polycarbonat dehnen sich leichter, während härtere Metalle anfälliger für Risse oder andere Verformungen sind. Das bedeutet, dass der Abstand zwischen den Biegungen je nach Material und Dicke unterschiedlich ist. Beachten Sie stets die Biegespezifikationen der Materialdetails, um die richtigen Werte zu finden. Stellen Sie sicher, dass Ihre CAD-Software beim Entwurf Ihres Teils dieselben Werte verwendet.
In diesem Artikel zur Biegeverformung finden Sie zahlreiche weitere Beispiele und Einzelheiten dazu, wie Sie Geometrieverzerrungen vermeiden können.
Biegung nicht über die gesamte Länge unterstützt
Für präzise Biegungen ist es wichtig, dass der Flansch während der Biegung vollständig abgestützt ist. Selbst bei CNC-Maschinen können Probleme auftreten, wenn ein Flansch während des Abkantvorgangs nicht ausreichend abgestützt ist. Dies beeinträchtigt die Maßgenauigkeit, die strukturelle Integrität und die Gesamtfunktionalität des Teils:
Ungenaue Biegungen: Wenn ein Flansch nicht vollständig abgestützt ist, verteilt sich die aufgebrachte Biegekraft möglicherweise nicht gleichmäßig entlang der Biegelinie. Diese ungleichmäßige Kraft kann zu Biegungen führen, die nicht den gewünschten Winkel aufweisen, was wiederum zu Maßungenauigkeiten führt.
Abweichung der Biegelinie: Teilweise abgestützte Flansche können dazu führen, dass die Biegelinie von ihrem vorgesehenen Verlauf abweicht. Dies kann zu Fehlausrichtungen von Merkmalen und Bohrungen führen und die korrekte Montage des Teils selbst bei einwandfreier Sichtprüfung erschweren.
Rückfederungsprobleme: Rückfederung ist die Tendenz von Metall (und insbesondere Kunststoffen), nach dem Biegen teilweise in ihre ursprüngliche Form zurückzukehren. Nicht abgestützte Flansche können die Rückfederung verstärken, wodurch das Erreichen des gewünschten Biegewinkels erschwert wird und Anpassungen nach dem Biegen erforderlich werden.